3D Concrete Printing in India: A Complete Guide to Gantry-Based Construction Printing
Shubham Garg
Founder & CEO, Autoabode Consumer Electronics Pvt. Ltd. · Autoabode
3D concrete printing is no longer a laboratory curiosity — it is an active procurement category for national research institutions, defence housing programmes, and smart city projects across India. In 2024-25 alone, CSIR laboratories, IITs, NITs, and DAE facilities issued over a dozen procurement orders for gantry-based 3D concrete printers with build volumes exceeding 2 metres in all three axes. The technology has moved from proof-of-concept pavilions to load-bearing walls, barracks, and affordable housing prototypes. Yet for most engineers, procurement officers, and researchers evaluating their first system, the landscape remains confusing — fragmented between European imports costing ₹3-5 crore and unproven domestic assemblers offering machines that cannot handle real aggregate. This guide consolidates everything a buyer, researcher, or project manager in India needs to know about deploying a gantry-based 3D concrete printer: the machine architecture, printable materials, specification benchmarks that matter, institutional procurement pathways, and the economics of construction-scale additive manufacturing.
Why Gantry Architecture Dominates Construction Printing
Three primary architectures compete in construction 3D printing: robotic arm, delta, and gantry. Robotic arm systems (typically 6-axis industrial robots mounted on tracks) offer flexibility but suffer from limited reach-to-precision ratios at construction scale — a 3-metre arm holding a 20kg nozzle assembly deflects measurably at full extension. Delta systems, while fast, are constrained to circular build envelopes and struggle with the structural rigidity needed for heavy cementitious pastes. The gantry architecture — a Cartesian XYZ frame with linear motion on each axis — has emerged as the dominant choice for serious construction printing worldwide and is the architecture specified in virtually every Indian government tender for concrete 3D printers.
The reason is straightforward: a gantry system delivers uniform precision across its entire build volume. The print head moves with equal accuracy whether it is at the centre or the far corner of the build envelope. Rack-and-pinion drive with servo motors (not stepper motors or belt drives) is the industrial standard for gantry concrete printers, providing the torque needed to move a loaded nozzle assembly at speeds up to 200 mm/s while maintaining positioning precision of ±0.5 mm or better. This is the specification benchmark adopted by most institutional buyers across India. Belt-driven or lead-screw gantries may work for polymer desktop printers, but they cannot handle the vibration, dust, and sustained loads of concrete printing environments.
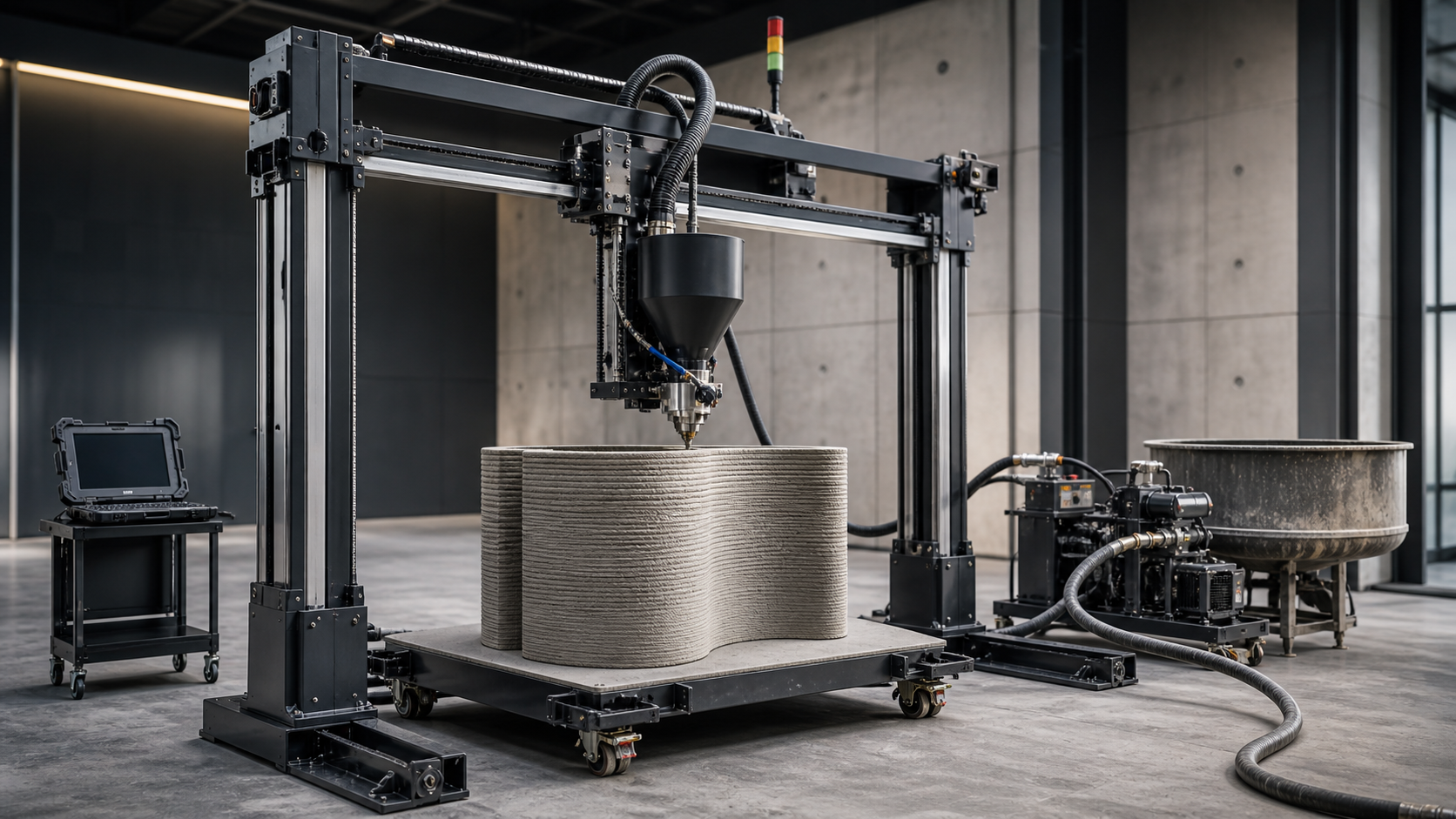
AutoAbode's Gantry 3D Concrete Printer uses rack-and-pinion servo drive on all axes with encoder feedback and brakes, delivering ±0.5 mm precision across a 2000 × 2000 × 2500 mm build volume — the specification benchmark for Indian institutional procurement.
Machine Specifications That Actually Matter
Procurement documents for concrete 3D printers in India typically run 15-20 specification items. Having supplied systems to IITs, NITs, CSIR labs, DAE, BARC, and IISER, we have seen what specifications separate a functional construction printer from a demonstration unit. Here are the ones that matter most and why.
Build Volume: Why 2 Metres Is the Minimum
A 2000 × 2000 × 2500 mm (X × Y × Z) build volume is the current standard for institutional and construction-grade systems. This is not arbitrary — it is sized to print a full-height single-storey wall segment (2.5m Z), a room corner or column cross-section (2m × 2m XY), or structural test specimens at 1:1 scale for research. Smaller systems (1m × 1m) are adequate for material science research but cannot produce architecturally relevant elements. Larger custom envelopes (4m+ in any axis) are available for housing and defence projects but require reinforced gantry frames and extended installation footprints.
Pumping System: Piston vs. Progressive Cavity
The pumping system is arguably the most critical subsystem and the one most commonly under-specified. Progressive cavity pumps (commonly used in European systems) work well with fine mortar but struggle with concrete containing aggregate larger than 4-6 mm. Indian construction mixes frequently use 8-10 mm aggregate — both angular crushed stone and rounded river gravel. A robust piston pump is essential for these mixes. The pump must be synced with the printing nozzle delivery system so that extrusion rate matches gantry speed precisely. Unsynchronised pumping creates inconsistent bead width, delamination between layers, and structural weakness. The delivery hose must be reinforced with safe quick-release connectors rated for the operating pressure, and spare hoses should be included — concrete is abrasive and hoses are a consumable.
Nozzle System: Shapes, Sizes, and Tangential Rotation
A serious concrete printer must offer interchangeable nozzles in multiple geometries. Circular nozzles (10mm to 50mm diameter) are standard for most wall printing. Square nozzles produce flat-topped layers ideal for structural elements requiring smooth inter-layer bonding. Rectangular nozzles (e.g. 20×40mm, 50×20mm) allow wide, low-profile beads for floor slabs or thin, tall beads for detailed facades. The minimum nozzle diameter for mortar printing should be 6mm. Critically, the nozzle must support tangential rotation — the ability to orient the nozzle outlet to match the print direction at corners and curves. Without tangential rotation, corner geometry suffers from material bulging and dimensional inaccuracy. Layer trimming provision (a blade or wire system to level freshly deposited material) is essential for achieving consistent layer heights across long print runs.
Printable Materials: Beyond Ordinary Mortar
Material versatility is what separates a research-grade printer from a single-application machine. The system must handle the full spectrum of cementitious and alternative binders used in Indian construction research and practice.
- Mortar (cement:sand) — the baseline printable material, used for initial machine calibration and most published research on 3D printed concrete.
- Concrete (cement:sand:aggregate) — with 8-10mm aggregate, this is real construction-grade material. Not all printers can handle it; piston pump and appropriate hose diameter are mandatory.
- Geopolymeric concrete — fly ash and metakaolin-based alkali-activated binders are a major research focus in India. The printer's wetted parts must resist the high-pH chemistry of geopolymer activators.
- Soil-cement and low-carbon cement blends — critical for affordable housing and green construction research programmes.
- Clay mixes — used in sustainable architecture and heritage conservation research.
- Fibre-reinforced mixes — steel, polypropylene (PP), polyvinyl alcohol (PVA), glass, and carbon fibres of various types and lengths. Fibre addition significantly improves interlayer bond strength and flexural performance but demands a pump and nozzle system that won't clog.
AutoAbode's concrete printer handles 8+ material families including geopolymer, UHPC, and fibre-reinforced concrete with aggregate up to 10mm — the widest material range of any Indian-manufactured system.
Integrated Systems: Mixer, Print Bed, and Workstation
A concrete 3D printer is not just a gantry and nozzle — it is an integrated production system. The pan mixer (300 kg capacity minimum) must be directly synced with the nozzle delivery system for continuous, homogeneous material supply. Batch mixing with manual transport to the hopper creates interruptions that cause cold joints between layers. Three movable wheeled printing beds with handles and locking brakes allow printed elements to be transported directly from the build area without crane operations. A manual stacker rated at 3 tons or higher is necessary for handling heavy finished prints. The control workstation (Intel i7 equivalent, 16 GB RAM, 512 GB SSD) runs dedicated design and slicing software with single-point control of all subsystems — gantry speed, layer height, nozzle type selection, flow rate, and pump synchronisation. Emergency stop switches and manual override controls are non-negotiable safety requirements.
Monitoring, Safety, and Durability
Construction environments are harsh — dust, vibration, humidity, and temperature extremes. Every structural and mechanical component must be coated for corrosion resistance and rust protection. Guideways on all three axes need dust-proof fabrication to prevent abrasive concrete dust from degrading linear motion accuracy over time. An integrated HD camera provides real-time print monitoring with live video feed to the workstation, while a tower light status indicator gives at-a-glance system state visibility across the production floor. Provision for future extension and upgradation of the printer is important — research needs evolve, and a system purchased today must accommodate new nozzle geometries, additional axes, or upgraded sensors without complete replacement.
The cleaning system is often overlooked in procurement but is critical for operational reliability. Concrete sets. If the mixer, pump, delivery hose, and nozzle are not thoroughly cleaned after every print session, dried material will clog the system and damage seals. A robust cleaning mechanism with a pressurized water pump for cleaning and a low-pressure sprinkler system for curing of freshly printed concrete should be included with the machine. Quick-wear components — O-rings, gaskets, seals, nozzle tips — should be supplied with spares for at least 2 years of operation.
Procurement in India: What Institutions Should Expect
Institutional procurement of 3D concrete printers in India follows GeM (Government e-Marketplace) or direct procurement processes. The complete scope of supply should include insurance, transportation, unloading, and installation at the client facility — not just delivery of crated components. Adequate training for operation and maintenance with live demonstration using at least 2500 kg of printable mix must be part of the contract. The system should be transportable — capable of being disassembled and moved to a new location if the research programme or project site changes. All extension cords, boards, and electrical infrastructure should be borne by the supplier.
A comprehensive 2-year warranty and a quoted 3-year annual maintenance contract (AMC) are standard expectations for institutional purchases. DSIR (Department of Scientific and Industrial Research) recognition of the supplier is a common eligibility criterion, as are BMTPC PACS certifications where applicable. The supplier should demonstrate experience of having supplied similar all-component-inclusive 3D concrete printers to national-level institutions. At AutoAbode, we have supplied complete systems to IITs, NITs, CSIR laboratories, DAE, BARC, IISER, and other premier research establishments — each installation including full training, demonstration prints, and ongoing technical support.
Project Economics: What Does 3D Concrete Printing Actually Cost?
The economics of 3D concrete printing in India are compelling but often misunderstood. The machine itself represents the capital expenditure — for a construction-grade gantry system with full accessories, Indian-manufactured systems from established suppliers are significantly more cost-effective than European imports while meeting identical technical specifications. Operating costs are dominated by material (cement, sand, aggregate, admixtures), electricity (typically 15-25 kW for the complete system), and labour (1-2 trained operators versus 8-12 workers for equivalent conventional construction).
For a typical 600 sq ft single-storey structure, 3D printing reduces wall construction time by 60-70% compared to conventional masonry, eliminates formwork costs entirely, and reduces material waste by 30-40% through precise deposition. Labour savings alone can justify the investment within 4-6 projects for a commercial operator. For research institutions, the value proposition is different — it is about capability. A 3D concrete printer enables experimental work on buildability, pumpability, interlayer bond strength, and structural performance of novel binders that would be impossible with manual casting. The data generated from instrumented prints (with load cells, displacement sensors, and thermal cameras) forms the basis for computational models that advance the science of digital construction.
Frequently Asked Questions
Q: What is the price range for a 3D concrete printer in India?
A: Construction-grade gantry systems with full accessories (mixer, pump, workstation, print beds, stacker, training) from Indian manufacturers are available at a fraction of the cost of European imports. Contact AutoAbode for a detailed quotation based on your specific build volume and material requirements.
Q: Can a 3D concrete printer build an entire house?
A: Yes. A gantry system with 2m+ build volume in all axes can print walls, columns, and architectural elements for single-storey structures. Roofing, plumbing, and electrical work are completed conventionally. Multi-storey printing requires either a larger gantry envelope or a modular printing-and-stacking approach.
Q: What is the difference between mortar printing and concrete printing?
A: Mortar (cement + sand, no coarse aggregate) is easier to pump and print but has lower structural capacity. Concrete (cement + sand + aggregate up to 10mm) produces stronger, more durable prints but requires a robust piston pump and larger nozzle diameters. Many systems sold as 'concrete printers' can only handle mortar — verify aggregate capacity before procurement.
Q: Is geopolymer concrete printable?
A: Yes. Fly ash and metakaolin-based geopolymer concretes are actively being printed in Indian research programmes. The printer's wetted components must be compatible with high-alkalinity activator solutions. AutoAbode's system is designed for geopolymer compatibility from the ground up.
Q: What certifications should a concrete 3D printer supplier have?
A: DSIR recognition is the most common requirement for institutional procurement. BMTPC PACS certification may be required for housing and construction projects. The supplier should demonstrate track record of supplying to IITs, NITs, CSIR labs, or equivalent institutions.
Shubham Garg
Founder & CEO, Autoabode Consumer Electronics Pvt. Ltd. · Autoabode Consumer Electronics Pvt. Ltd.
Expert author at Autoabode — writing at the intersection of industrial 3D printing, defence manufacturing, and advanced UAV systems. Based in New Delhi, India.
Explore Autoabode's Platforms
This article is part of Autoabode's technical journal. Learn more about our core platforms built in India for defence, aerospace, medical and industrial teams:
More from the Journal
Off-Grid Communication Solutions for Mountainous Terrain: An Engineering Field Guide for India's High-Altitude Operators
Off-grid communication solutions for mountainous terrain are not optional in India — they are the difference between a coordinated operation and a stranded section. This engineering field guide breaks down the radio physics that defeats conventional VHF/UHF in the Himalayas, the mesh architectures that survive ridge-line shadowing, and the cold-weather, power-budget and security trade-offs that determine whether a system delivers in the Karakoram and Western Ghats. Built around real deployment data from Autoabode's MeshVani encrypted communicator and MeshVani Relay platform in service with the Indian Army, ITBP, NDRF and high-altitude expedition teams.
Drones & UAV · 7 min readModular UAV Payloads for Multi-Role Missions: A Technical Guide
Explore the technical specifications and strategic advantages of modular UAV payloads for multi-role missions. This guide covers hot-swap systems, sensor fusion, and real-world applications for defense and industry.